MGS埋刮板输送机

地 址:河北省泊头市廊泊路
邮 箱:lu906@163.com
简介:该机是在近期总结了用户运行经验,并吸收国外先进传动链结构的基础上进行改进设计的新一代产品。改进后的设备消除了跑链、卡链、脱链等陷,提高了设备的耐磨性、密封性,具有整机轻巧,保养、操作、维修方便,寿命长等优点。
详细说明:
MGS埋刮板输送机产品概述:
埋刮板输送机是在近期总结了用户运行经验,并吸收国外先进传动链结构的基础上进行改进设计的新一代产品。改进后的设备消除了跑链、卡链、脱链等陷,提高了设备的耐磨性、密封性,具有整机轻巧,保养、操作、维修方便,寿命长等优点。
整机结构合理,可以多点加料,刮板的移动速度在行星摆线针轮减速机的传动下,运行平稳,噪音低,是倍受冶金、矿山、火电厂欢迎的输送物料系统设备。
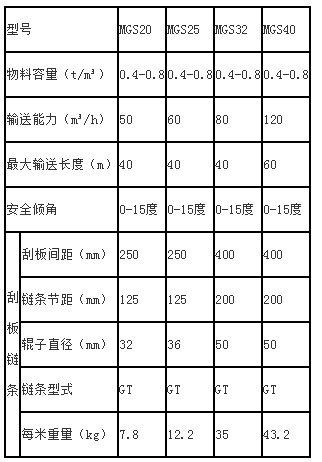
MGS埋刮板输送机技术参数:
MGS埋刮板输送机安装:
1、安装时首先用水平仪找平地基和安装支架的水平度,然后电焊固定安装支架。
2、按我公司提供的“安装布置图”从头部开始顺序组装,安装时应保证机壳的水平和垂直度,特别要保证底板对接平齐,允许沿运行方向下错0.5-1mm,避免侧板左右的错位,以确保刮板链条运动时不致产生卡碰现象。
3、埋刮板输送机机身组装后,应测定其总的直线度。若直线度超过下述要求,须进行校正。
输送机总长度在30m以下时 直线度 5mm
输送机总长度在30m以上时 直线度 8mm
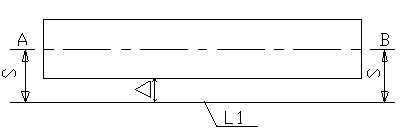
图2直线度的测量方法
4、直线度的测量方法(摘自GB10596.3-89《埋刮板输送机》)
a. 找出头部和尾部对称中心A.B两点,在输送机的一侧拉细钢丝L1,且L1可作铅垂方向的平动。(见图2)
b. 使L1距A.B两点连线的距离为S,S为1/2槽宽+80mm。
c. 检查L1距机槽外侧的垂直距离△max和△min。
d. 测定结果计算:
直线度=△max-△min
其中:△max―测量点距机槽外侧的最大值(mm)
△ min―测量点距机槽外侧的最小值(mm)
5、头部必须牢固地安装在地基或支架上以保证运行平稳,中间段及尾部一般用压块固定,以防止机身运行时产生摇摆现象。当输送200°c以上物料时,加料口应设有伸缩节,此时尾部和中间段不得焊死在支架上。
6、头部和尾部必须对中,两轮轴应保持平行,以免刮板链条在运行中跑偏。一般,头轮轴已在出厂时调整好,安装时不得拆开,尾轮轴是可以调整的,调整的方法详见“调试”一节。
驱动装置的安装
电机减速机与传动机构应牢固地焊接在地基平台或主机头部上,具体情况请参见《技术协议》及《合同》条款。安装时减速机的出轴必须和头轮出轴平行。若为开式链传动时,大小链轮的中心线必须在一条直线上;若为滑块直联时,头轴中心和减速机出轴中心必须在一条直线上。驱动装置调正后,与地基牢固焊接起来,或用地脚螺栓紧固,使设备运行平稳。
加料口的安装
考虑到埋刮板输送机及其它相关设备的安装、制造误差,为了减少施工中的修、配、改,加料口在出厂时一般不与主机焊接在一起,而以单件的形式发货。安装时,确定好加料口的位置后,与主机的上盖板焊接起来,焊后应割去加料口内的盖板。
MGS埋刮板输送机调试:
试车前的准备
完成机器各部分安装工作后,即可进行空车试验,空车试验前应做好以下工作:
1、所有轴承传动链部分以及减速机内部应有足够的润滑油、脂,润滑的部分及材料参阅・操作与维修・一节。
2、检查机槽内部是否有遗留的工具和材料等杂物,如有应予以清除,以免产生故障。
3、初步检查链条松紧度是否合适,判断的方法如下:
首先扳动电机-----减速器间的联轴节或电机风扇叶片使下部链条拉直,然后检查头轮脱链部分的情况(如图所示)
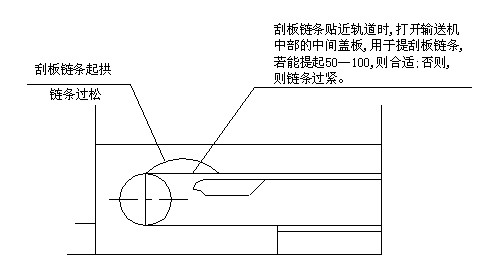
图1链条张紧度检测方法
若符合上述情况,则表明刮板链条已有了比较合适的松紧,但这只是初步的,开车后仍需进一步观察和调整,下文将进一步说明。
空车实验
经过仔细检查,符合上述情况后,即可空车试验,要求至少有三人参加,即头部一人,尾部一人,电工一人。
1、首先点动开车,点动开车时,头部观察人员必须注意头轮旋转是否正确,若有误,请电工将电机换向。
2、在次点动开车,头部观察人员从头部观察盖观察刮板链条绕出头轮情况,若发现刮板链条有起拱现象,则应调节尾部丝杆,以进一步张紧,直到符合上述图示情况。
3、继续点动开机,这次时间可稍长一点,尾部观察人员应从尾部端盖板处观察刮板链条是否有跑偏现象。若有,应调节某一边的丝杆以纠正跑偏。
4、若头轮旋向正确,张紧合适,尾部无跑偏现象,则可进入空车试运转,但此时,观察人员、操作人员不得远离岗位。若发现有异常现象,应及时停车处理。
5、说明:埋刮板输送机的刮板链条是在导轨上作滑动摩擦前进的,所以在空车时,会有一定的噪音,这是正常情况。这种噪音会在负载运行时明显降低。但各种卡碰的噪音是异常情况,应及时检查排除。
负载试车
空车运转2小时后,即可进行负载试车。
物料装入输送机时应均匀加料,逐渐增加,不得骤然大量加料。另外,还应检查物料是否符合输送机的使用要求。如:粒度是否过大,含水率是否过高等等。若不符合,则应采取措施解决,否则不可进行负载试车。
1、负载试车时,还应观察卸料是否顺畅。若不顺畅应及时解决。
2、空车,负载试车时均应做好原始记录。其中包括电压、电流、功率及输送量。并检查是否与设计要求符合。
3、负载试车8小时后,即可停止试验。停机前应先停止加料,使机槽内物料排卸空后方可停车。
4、将头部、尾部端盖板及所有观察盖都盖好。至此,埋刮板输送机的安装和调试就完成了。
油漆处理
埋刮板输送机及附件上所有的焊接过的部位均应进行表面除锈处理。并涂刷防锈底漆一层,与主机颜色一致的面漆二层。每层油漆的干膜厚度25-35μm,油漆厚度为75-105μm.
MGS埋刮板输送机操作和维修:
1、每次启动后,应先空载运转一定时间,待设备运转正常后方可加料,应保持加料均匀,不得大量突增或过载运行。
2、如无特殊情况,不得负载停车。一般应在停止加料后,待机槽内物料基本卸空时再停车。如满载运输发生紧急停车后的启动,必须先点动几次或适量排除机槽内的物料。
3、若有数台输送机组合成一条流水线,启动时应先开动最后一台,然后逐台往前开动,停车顺序相反。这也可采取电器连锁控制。
4、操作人员应经常检查机器各部件,特别是刮板链条和驱动装置应保证完好无缺状态。一旦发现有残缺损伤的机件(如刮板严重变形或脱落、链条的开口销脱落、弯曲段中间导轨严重磨损等),应及时修复或更换。
5、运行过程中应严防铁件、大块硬物、杂物等混入输送机内,以免损伤设备或造成其他事故。
6、注意保持所有轴承和驱动部分良好润滑,埋刮板输送机各部位的润滑,可参见下表。但应注意刮板链条、支承导轨及头轮、尾轮等部件不得涂抹润滑油、脂。
7、埋刮板输送机在一般情况下,半年小修一次,一年中修一次,三年大修一次。大修时埋刮板输送机的全部零件都应拆除清理,更换磨损零件。电动机、减速机按各自产品的技术要求进行维护和修理。
8、输送机属季节性工作,在停机期间,应对其进行检修、保养。刮板链条销轴和链杆之间可滴入少许10号机油,以避免锈蚀后,无法运转;若输送粮食类物料、可滴入食用油少许。
地址:河北省泊头市廊泊路李多里 手机:13230715516(微信同号)